دسته: معماری
حجم فایل: 6491 کیلوبایت
تعداد صفحه: 42
فایلی جهت ارائه کنفرانسی راحت و آسان و دریافت نمره ای بالا
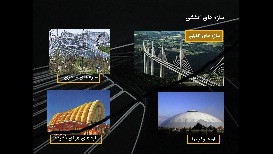
انواع سازه ها
سازه های کابلی
سازه های قوسی
سازه های چادری
سازه های بادی



دسته: معماری
حجم فایل: 6491 کیلوبایت
تعداد صفحه: 42
فایلی جهت ارائه کنفرانسی راحت و آسان و دریافت نمره ای بالا
انواع سازه ها
سازه های کابلی
سازه های قوسی
سازه های چادری
سازه های بادی
مقدمه
طراحان نیاز فراوانی به مواد مستحکم تر و مقاوم تر در برابر خوردگی دارند. فولادهای زنگ نزن توسعه داده شده و به کار رفته در دهه های دوم و سوم قرن بیستم میلادی، نقطه شروعی برای برآورده شدن خواسته های مهندسی در دماهای بالا بودند. بعداً معلوم شد که این مواد تحت این شرایط دارای استحکام محدودی هستند. جامعه متالورژی با توجه به نیازهای افزون بوجود آمده، با ساخت جایگزین فولاد زنگ نزن که سوپرآلیاژ نامیده شد به این تقاضا پاسخ داد. البته قبل از سوپرآلیاژها مواد اصلاح شه پایه آهن به وجود آمدند، که بعدها نام سوپر آلیاژ به خود گرفتند.
در این مقاله به مواد مختلف پیرامون سوپر آلیاژ ها از جمله موارد زیر خواهیم پرداخت.
1-سوپر آلیاژها در دمای بالا
2-انتخاب سوپرآلیاژها
3-متالورژی سوپر آلیاژها
4-ذوب و تبدیل سوپر آلیاژها
5-ریخته گری دقیق سوپر آلیاژها
6-آهنگری و شکل دهی سوپر آلیاژها
7-فرآیند متالورژی پودرسوپر آلیاژها
8-فن آوری و روش اتصال و ماشینکاری سوپر آلیاژها
9-تمیز کاری و عملیات نهایی سوپر آلیاژها
10-ارتباط بین ساختار و خواص سوپر آلیاژها
11-خوردگی و حفاظت سوپر آلیاژها
خلاصه
ادغام فولادهای پیشرفته با استحکام بالا (AHSS) در معماری صنعت اتومبیل، چالش های تازه ای را برای دستیابی به جوش های قابل قبول ایجاد کرده است. جوشکاری نقطه ای مقاومتی (RSW) به عنوان روش اصلی در جوشکاری سازه های صنعت اتومبیل می باشد، که منجر به بالا رفتن تقاضا برای درک بهتر جوشکاری نقطه ای مقاومتی (RSW) فولادهای پیشرفته با استحکام بالا (AHSS) شده است. محتوای آلیاز مختلف و تکنیک های پردازش مورد استفاده در تولید آن ها این نوآوری را پیچیده تر کرده است. مطالعه کنونی به بررسی جوشکاری نقطه ای مقاومتی فولادهای پیشرفته با استحکام بالا (AHSS) شامل 590R, DP600, DP780 و TRIP780 می پردازد. مواد HSLA نیز برای ارائه فولادهای با استحکام بالای معمول و عملکرد مبنای فولادهای پیشرفته با استحکام بالا (AHSS) مد نظر قرار گرفته اند. خصوصیات مکانیکی و ریزساختار این آلیاژهالی فولاد جوشکاری شده مقاوم بتفصیل مد نظر قرار گرفته ند. علاوه بر این، ارتباط بین شیمی و سختی منطقه ذوب ایجاد شده است.
کلمات کلیدی: جوشکاری نقطه ای مقاومتی، خصوصیات مکانیکی و ریزساختار، فولادهای دوفازی، فولاد انعطاف پذیر محرک تغییر شکل، فولاد فریتی- باینیت، فولاد کم الیاژ با استحکام بالا
مقدمه
جوشکاری نقطه ای مقاومتی عمدتا در تکنیک های جوشکاری برای انتقال فولاد به چرخ دنده به کار می رود. این توسعه جدید و فولاد پیشرفته با استحکام بالا برای کمک به کاهش وزن و بهبود بهره وری و افزایش خواص مکانیکی وشایستگی از این طریق می باشد. از طریق ادغام این فلز در اتومبیل ها، شتاب و معماری وسایل نقلیه افزایش یافته و فهمیدن عیوب در جوشکاری مقاومتی فولاد و این در نتیجه جوش پذیری کانونی این فولاد است. طبقه های مختلف فولاد AHSSدر شیمی، منحصر به انجام تکنیک های پردازش مجزا در مقایسه با فولادهای معمولی با استحکام بالا می باشد.) HSS)
خواص شیمی ذاتی در فولاد AHSS باعث کمک به تولید میکروسکوپی فلز پایه و بهبود قدرت در برخی موارد و بهبود شکل پذیری این آلیاژ است. قدرت عملکرد نوعی از آلیاژ فولاد با استحکام بالا) HSLA) کمتر از 500 مگاپاسکال است که آن ها را به طبقه بندی HSS می رساند.
خلاصه
استحکام جوش نقطه ای را می توان با خصوصیات هندسی و خواص مکانیکی جوش تعیین کرد. با این وجود ایجاد رابطه عمومی توسط آزمایش بین خصوصیات قابل اندازه گیری جوش و کیفیت جوش بسیار مشکل است. متغیرهای بسیار زیاد و نامطمئنی تجربی از ایجاد چنین رابطه ای جلوگیری می کند. آزمایش شبیه سازی کامپیوتری در این تحقیق با استفاده از مفهوم طراحی آزمایشات انجام شد تا نقص بررسی های تجربی معمولی جبران شود. روابط کیفی ایجاد شدند تا هندسه جوش و خصوصیات مکانیکی آن را به استحکام تحت بارگذاری برشی آن مرتبط سازند.
مقدمه
کیفیت جوش نقطه ای به خوبی تعریف نشده است و معمولاً بر حسب الزامات کاربردی یک جوش اندازه گیری می شود. این اندازه گیری ممکن است کیفی و یا کمی باشد. عموماً خصوصیات کاربردی جوش بایستی شامل استحکام استاتیک و دینامیک باشند. استحکام کششی-برشی، استحکام سطح مقطع کششی، و استحکام پوسته نمونه هایی از استحکام استاتیک هستند و استحکام ضربه ای و خستگی معمولاً به استحکام دینامیک مربوط هستند. با این وجود به دلایل عملی تنها تست های کششی-برشی در بیشتر موارد انجام می شوند. معمولاً استحکام یک اتصال جوش نقطه ای شده اغلب مرتبط با خصوصیات فیزیکی جوش می باشد. علاوه بر اندازه گرده جوش (که معمولاً پس از یک تست پوسته بدست می آید) ، همانطور که در شکل 1 نشان داده شده است، خصوصیات جوش معمولاً مربوط به اندازه قلنبه/گرده، اندازه ناحیه متاثر از گرما (HAZ) ، نفوذ، فرورفتگی، جداسازی ورقه و خواص ماده هستند (مرجع 1). با این وجود تنها اندازه گرده بطور وسیعی به عنوان رابطه خصوصیات-استحکام استفاده شده است. دیگر خصوصیات جوش به ندرت استفاده می شوند عمدتاً بدین دلیل که واضح نیست که این خصوصیات چگونه کیفیت یا استحکام یک جوش نقطه ای را تحت تاثیر قرار می دهند.
فصل اول: آشنایی کلی با مکان کارآموزی
فصل دوم: ارزیابی بخش های مرتبط با رشته علمی کارآموز
رنگهای تولیدی مورد مصرف در صنایع نساجی
مواد اضافه شونده
مواد یکنواخت کننده
مواد حمل کننده
رزین ها
روغن ها
رنگ جهت یخچال و فریزر
رنگدانه ها و خواص فیزیکی آنها
فصل سوم: آزمون آموخته ها، نتایج و پیشنهادات
خلاصه
چرخه ذوب انجماد یک فرایند هوازدگی است که اغلب در آب و هوای سرد رخ میدهد. در حالت فریز، شرایط ترمودینامیکی در دمای زیر ° C 0 منجر به انتقال آب و یخ میشود. در نتیجه، خواص مهندسی خاک مانند نفوذپذیری، محتوای آب، رفتار تنش کرنش، قدرت کم، مدول های الاستیک، انسجام، و زاویه اصطکاک ممکن است تغییر کند. مطالعات پیشین بر تغییر خواص فیزیکی و مکانیکی خاک با توجه به چرخه ذوب و انجماد متمرکزشده است. در این مقاله، اثر چرخه های انجماد و ذوب بر مقاومت فشاری خاک رس تقویت شده با الیاف انجام شده است. برای این منظور، خاک رس کائولینیت تقویت شده با الیاف فولاد و پلی پروپیلن در آزمایشگاه فشرده شده و در معرض حداکثر 10 سیستم بسته چرخه انجماد و ذوب قرار گرفته اند. سپس مقاومت فشاری محصور نشده نمونه های تقویت شده و تقویت نشده، تعیین می شود. نتایج این مطالعه نشان میدهد که برای خاک بررسی شده، افزایش در تعداد چرخه های ذوب انجماد منتج به کاهش مقاومت فشاری محصور نشده نمونه های خاک رس با 20-25٪، میشود. علاوه بر این، گنجاندن فیبر در نمونه های خاک رس، افزایش مقاومت فشاری بتن محصور نشده خاک و کاهش یخ زدگی را بدنبال دارد. علاوه بر این، نتایج حاصل از این مطالعه نشان میدهد که فیبراضافی، مقاومت خاک در برابر چرخه های ذوب انجماد را کاهش نمی دهد، علاوه بر این، این مطالعه نشان می دهد که افزودن 3 درصد الیاف پلی پروپیلن باعث افزایش مقاومت فشاری محصور نشده خاک قبل و بعد از چرخه انجماد ذوب از 60٪ به 160 ٪ و کاهش یخ زدگی با 70 ٪. میشود.
کلمات کلیدی: چرخه های ذوب و انجماد، خاک کائولینیت، فیبرهای فولاد، فیبرهای پلی پروپیلن
مقدمه
در آب و هوای سرد، خاک در معرض چرخه های انجماد ذوب قرار میگیرد که در مهندسی منطقه سرد مهم هستند. وقوع چرخه های انجماد ذوب در خاکهای ریز دانه منجر به تغییر در حجم، قدرت، تراکم، چگالی، محتوای آب مایع، ظرفیت تحمل و ساختارمیشود. در مناطق پرمافراست مانند کانادا، مشخص شده که خاکریزی ساخته شده بر خاک هایی که هرگز چرخه انجماد ذوب را تجربه نکرده بودند تنها در طول یک سال به علت از دست دادن ظرفیت تحمل (Leroueil و همکاران، 1991) آسیب دیده بود. همچنین مشخص شد که سدهای بزرگراه تازه ساخته شده ای که برای چند سال اسفالت نشده مانده بودند به علت چرخه های انجماد ذوب (Eigenbrod، 1996) آسیب دیده بودند.
مقدمه
اتوماسیون در بخشهای مختلف صنعت و کارهای تولیدی در چند دهه اخیر ظهور پیدا کرده است و روز به روز نیز در حال توسعه می باشد. بیش از چند دهه از ظهور کارخانجات کاملاً مکانیزه که در آنها تمامی پروسه ها اتوماتیک بوده و نیروی انسانی در آن نقش اجرائی ندارد، نمی گذرد. اما در چند ساله اخیر شاهد بوجود آمدن کارخانجات مکانیزه ای بوده ایم که طراحی، ساخت و نحوه کار آنها واقعاً حیرت انگیز است. ایده و دانش کنترل اتوماتیک و استفاده از سیستمهای مکانیزه در کارخانجات به جنگ جهانی دوم می رسد. اما تحولات عظیم و چشمگیر آن در سالهای اخیر بوقوع پیوسته است.
رباتها جدیدترین مرحله تلاش انسان جهت صنایع اتوماتیک به شمار می روند. رباتها آن دسته از ماشینهای ساخت بشر هستند که لزوماً حرکتهایی شبیه انسان ندارند ولی توان تصمیم گیری و ایجاد و کنترل فعالیتهای از پیش تعیین شده را دارند.
شکل 1: نمونه ای از استفاده از ربات در صنعت
2- تعریف ربات
دو تعریف موجود در رابطه با کلمه ربات از قرار زیر می باشند [9] :
1- تعریفی که توسطConcise Oxford Dic. صورت گرفته است؛ ماشینی مکانیکی با ظاهر یک انسان که باهوش و مطیع بوده ولی فاقد شخصیت است. این تعریف چندان دقیق نیست، زیرا تمام رباتهای موجود دارای ظاهری انسانی نبوده و تمایل به چنین امری نیز وجود ندارد.
2- تعریفی که توسط مؤسسه ربات آمریکا صورت گرفته است؛ وسیله ای با دقت عمل زیاد که قابل برنامه ریزی مجدد بوده و توانایی انجام چند کار را دارد و برای حمل مواد، قطعات، ابزارها یا سیستم های تخصصی طراحی شده و دارای حرکات مختلف برنامه ریزی شده است و هدف از ساخت آن انجام وظایف گوناگون می باشد.
3- دسته بندی رباتها
رباتها در سطوح مختلف دو خاصیت مشخص را دارا می باشند:
1- تنوع در عملکرد
2- قابلیت تطبیق خودکار با محیط
به منظور دسته بندی رباتها لازم است که قادر به تعریف و تشخیص انواع مختلف آنها باشیم. سه دسته بندی مختلف در مورد رباتها وجود دارد. دسته بندی اتحادیه رباتهای ژاپنی، دسته بندی مؤسسه رباتیک آمریکا و دسته بندی اتحادیه فرانسوی رباتهای صنعتی…
- رشته: هنر آموز صنایع فلزی و جوشکاری
- تاریخ آزمون: دفترچه سوالات عمومی شامل سالهای 84 و 86 و 89 - دفترچه سوالات تخصصی تاریخ 1389/3/7
- مواد امتحانی:
50 سوال اختصاصی
3دفترچه سوال عمومی (60 سوال سال 84 / 60 سوال سال 86 / 100 سوال سال 89) - شامل دروس (ادبیات فارسی، معارف اسلامی، اطلاعات عمومی و سیاسی، ریاضی، کامپیوتر، زبان انگلیسی)
خلاصه
ظروف فشار قابل انتقال که معمولا از فولاد حرارت دیده و سرد شده (QT) ساخته شده اند، باید بدون توجه به ضخامت ظرف، بعد از جوشکاری حرارت ببینند (PWHT). ظروف فشار قابل انتقال شاید در طول عمرشان تا 4 چرخه (PWHT) را با دمای بین 540 تا 590 درجه تجربه می کنند و نگرانی هایی در مورد تاثیرات این عمل بر روی ویژگی های مکانیکی ظروف پایه (مادر) بوجود آمده است.
این مقاله تحقیقی را در مورد مقاومت در برابر رشد خستگی شکاف، تاثیر استحکام و استحکام ترک خوردگی CTOD در دو نوع فولاد حرارت دیده و سرد انجام می دهد. قسمت فلز مادر برای هر دو فولاد بررسی شده است و سپس در معرض حرارت و چرخه (PWHT) قرار گرفته شده است. اگرچه مقاومت به رشد خستگی شکاف با چهار چرخه حرارت پس از جوشکاری کاهش یافت ولی کاهش قابل توجهی در تاثیر استحکام و استحکام ترک خوردگی CTOD وجود داشت.
مقدمه
روش حرارت پس از جوشکاری (PWHT) یک مرحله ضروری و پرهزینه در ساخت یا جوشکاری ظروف فشار قابل انتقال ساخته شده از فولاد حرارت دیده و سرد شده (QI) است (PWHT) یک فرآیند آزاد سازی فشار است که فشارهای اضافی در فولاد (QI) یا گرمایی بین 540 تا 590 درجه سانتیگراد کاهش می یابند و این گرما بسته به ضخامت ظرف متفاوت است. در مورد اینکه آزاد سازی فشار می تواند منجر به تاثیرات معکوسی بر روی استحکام و ویژگی های خستگی صفحه اصلی شود، تحقیقات کمی وجود دارد مخصوصا وقتی چرخه های تکراری و چند گانه (PWHT) به کار برده شود برخی از تحقیقات قبلی {9، 8} نشان می دهند که اگرچه (PWHT) به طور زیان آوری بر استحکام {8} تاثیر می گذارد ولی تاثیر کمی بر رشد خستگی شکاف دارد.
خلاصه
ویژگی های متالورژیکی از قبیل کشش، سختی، چغرمگی و استحکام در برابر خوردگی جوش های غیرمشابه بین فولاد ضدزنگ آستنیتی عیار X5CrNi18-10 و فولاد ضدزنگ مارتنزیتی عیار X20CrMo13 مورد ارزیابی قرار گرفت. الکترودهای فولاد ضد زنگ دولایه و آستنیتی هر دو به منظور اتصال این ترکیب مورد استفاده قرار گرفتند و در این راه از فرآیند جوشکاری قوس فلز دستی چندگذری استفاده شد. جوش های آزاد ناقص همراه با جوش های قابل مصرف درست شدند. مشخص شد که استحکام کششی تکۀ بهم جوش خورده که توسط الکترود دولایه (E2209-17) ایجاد شده بود، نسبتا کمتر از استحکام کششی الکترود آستنیتی (E308L-16) است. چقرمگی رسوبات E2209-17 و E308L-16 حتی در دمای کم صرف نظر از درونداد گرمایی قابل قبول بود. سختی در هر دو جوش ساخته شده با الکترود آستنیتی E308L-16 و دولایۀ E2209-17 در فیوژن فلزی جوش/ X20CrMo13 به دلیل بازپخت گرمایی و پس از سرعت سرمایشی بالا افزایش یافت. مشخص شد که استحکام در برابر خوردگی متخلخل فلز جوش ساخته شده با فلز پرکنندۀ E2209-17 و E308L-16 قابل قبول است. با وجود این منطقۀ حرارت دیده در فلز پایۀ X20CrMo13 و قطعۀ جوش خورده تحت تأثیر خوردگی الکترولیتی قرار گرفت. این بررسی نشان داده است که از هر دو فلز پرکننده برای اتصال فولاد ضدزنگ آستنیتی به فولاد ضدزنگ مارتنزیتی استفاده کرد.
کلمات کلیدی: فولاد ضدزنگ مارتنزیتی و فریتی، قابلیت جوشکاری، استحکام کشش، چغرمگی، استحکام در برابر خوردگی
مقدمه
به دلیل استحکام در برابر خوردگی قابل قبول، خواص مکانیکی خوب و به صرفه بودن فولاد ضدزنگ مارتنزیتی، گرایی و کاربرد آن در برخی بخش های صنعتی رو به افزایش بوده است. خواص مکانیکی خوب، استحکام در برابر خوردگی قابل ملاحظه و قابلیت جوشکاری خوب فولاد ضد زنگ آستنیتی باعث شده که صنعت این نوع فولاد راترجیح دهد. با اینحال اطلاعات کمی در مورد روابط خاصیت/ ریزساختار در جوش های غیرمشابه بین فولاد ضدزنگ آستنیتی و مارتنزیتی بااستفاده از الکترود فولاد ضدزنگ ودولایه وجد دارد. کاربرد روزافزون فولادهای ضدزنگ نیازمند درک بهتری از موضوعات مربوط به جوش ها برای فلزات غیرمشابه میباشد. اتصال مواد غیرمشابه به دلیل تفاوت در خواص فیزیکی، شیمیایی و مکانیکی فلزات پایۀ جوش خورده در کل بحث برانگیزتر از اتصال فلزات مشابه می باشد. این تفاوت ها علاوه بر این انتخاب فلزات پرکنندۀ سازگار با هر دو فلز پایه را دشوار می کند.
تعریف پل:
پل یک سازه است که برای عبور از موانع فیزیکی از جمله رودخانه ها و دره ها استفاده می شود. پلهای متحرک نیز جهت عبور کشتیها و قایقهای بلند از زیر آنها ساخته شده است.
پلها را از نقطه نظر مصالح تشکیل دهنده به شکل زیر طبقه بندی می کنند:
۳۸ صفحه پاورپوینت
۳۳ صفحه ورد
رشته: مهندسی عمران
مقطع: کارشناسی و ارشد
تاریخ آزمون: دفترچه سوالات عمومی و اختصاصی سال 87/5/18
مواد امتحانی موجود در این بسته
60 سوال اختصاصی
30 سوال عمومی شامل ادبیات فارسی و زبان انگلیسی و رایانه
+ تمامی موارد دکر شده به صورت یکجا در این بسته موجود است.
مقدمه
بسیاری از فن آوریهای نوین به موادی نیاز دارند که ترکیب غیر معمولی از خواص را با آلیاژهای فلزی، سرامیکی و پلیمرهای معمولی حاصل نمی آید بدست می دهد. به عنوان نمونه مواد مورد نیاز درسفینه های فضائی، زیر دریائی ها و کاربردهای حمل و نقل از این قبیل است که باید در عین چگالی کم، استحکام سفتی و مقاومت به سایش و ضربه نیز وجود داشته باشد. از اینرو نیاز به مواد
جدیدی به نام کامپوزیت میباشد. کامپوزیت عبارت است از هر ماده چند فازی که سهم برای بدست آوردن مواد با استحکام و به ویژه استحکام به وزن بالا، می توان رشته هایی با مدول کشسانی و استحکام بالا را در یک زمینه فلزی یا پلیمری قرار داد. در کامپوزیت ها که مواد مرکب هم نامیده می شوند، دو یا چند ماده در مقیاس ماکروسکوپی با هم ترکیب شده و خواص مورد نظر را ایجاد می کنند. اگر چه می توان با ترکیب کردن بعضی مواد در مقیاس میکروسکوپی هم به خواص مورد نظر دست یافت، که به بحث آلیاژها مربوط می گردد. درواقعکامپوزیتها موادی چند جزئی هستند که خواص آنها در مجموع از هرکدام از اجزاء بهتر است. ضمن آنکه اجزای مختلف، کارایی یکدیگر را بهبود می بخشند. کاپوزینت یک ماده چند فازی است که بصورت مصنوعی ساخته می شود فازها باید از لحاظ شیمیائی متفاوت باشد و با فصل مشترکهایی مچزا شوند. مطابق این تعریف، اغلب آلیاژهای فلزی و بسیاری از سرامیکها کامپوزیت نیستند زیرا فارهای چند گانه آنها درنتیجه یک پدیده طبیعی تشکیل شده است. بسیاری از کامپوزیت هاتنها از دو فاز تشکیل شده اند:
فاز زمینه که پیوسته است وفاز دیگر که غالبا فاز پراکنده است تقویت کننده گفته میشود. خواص کامپوزیت به خواص فازهای تشکیل دهنده آن، مقادیر آنها و هندسه فاز پراکنده شده وا بسته است.
خلاصه
حساسیت ترک تنش سولفید (SSC) خط لولۀ فولاد X70 و X80 API جوش خوردۀ قوسی فلز گاز با استفاده از آزمون NACE TM0177 (روش A) اصلاح شده و استاندارد بررسی شد. دو تنش کاربردی و سه غلظت سولفید هیدروژن نامحلول (H2S) مورد استفاده قرار گرفت. تأثیر سختی جوش پیک یا اوج با استفاده از سه وضعیت جوش مورد بررسی و آزمایش قرار گرفت. جوش های متعددی که الزام HRC 22 را برآورده می ساختند در SSC با شکست مواجه شدند. جوش های دارای سختی بیش از 248 HV در غلظت های کم H2S نسبت به SSC مقاوم تر بودند. منطقۀ تفکیک خط مرکز (CSR) که در فولاد لولۀ مشاهده شد نقش مهمی در SSC و حساسیت ترک جوش های القا شده توسط هیدروژن (HIC) داشت. فلز X80د ر مقادیر سختی کمتر به د لیل نرم شن موضعی و متمرکز در طی جوشکاری و تغییر شکل پلاستیکی بعی به محض بارگیری مستعدتر و حساس تر بود. قیاس قطعات جوش خورده حین کار نشان داد که الزامات NACE MR0175 برای جوش های فولاد کم الیاژ با استحکام بالا ر تماس مستقم با محیط ترش قرار ندارند.
کلمات کلیدی: شکنندگی هیدروژن، آزمون ترک سولفید هیدروژن، خطوط لوله، فولاد، ترک تنش سولفید، جوش
مقدمه
نشان داده شده است که فولادهای با سختی بیش از HRC 22 نسبت به ترک تنشی سولفید (SSC) در محیط های سرویس شور مستعد هستند. ترک تنشی سولفید شکلی از شکنندگی هیدروژن (HE) است. مواد مناسب سرویس ترش موجود در فهرست NACE MRO175 مطابق با مقاومتشان به SSC در کاربردهای میدانی واقعی یا در آزمون لابراتوری که با استفاده از شیوه آزمونی NACE TMO177 عمل می کنند، می باشند. بسیاری از فولادهای کم آلیاژ پراستحکام (HSLA) از NACE MRO175 به ویژه در وضعیت a. s - welded هم به دلیل سختی زیاده ماده اولیه و همینطور شکل گیری مناطق جوش با سختی بالا در ناحیه گرمادیده جوش (HAZ) منع می شوند. مناطق HAZ حساسیت زیاد به SSC در محیط های لابراتور و سرویس را نشان داده اند. به دلیل چغرمگی ذاتی که فولادهای HSLA تأمین می کنند، اندام NACE MRO175 برای این دسته از آلیاژها کاملاً محافظه کارانه است.
وضعیت محل گاز و نفت به طور فزاینده ترش می شود (غلظت زیاد سولفید هیدروژن [H 2 s] و استفاده از درجات HSLA پراستحکام تر در وضعیتی که NACE MRO175 به عنوان قانون زیست محیطی اعمال شود متوقف می گردد. عملکرد جوش های دور خط لوله که جهت اتصال تکه لوله ها در میدان مورد استفاده قرار می گیرید، مفید فایده خواهد بود.
چکیده
هدف از این مقاله بررسی مقاومت در برابر خوردگی فولادهای ضدزنگ دولایه با استفاده از روش های الکتروشیمیایی در 1M محلول NaClمی باشد. تأثیر آماده سازی ترکیبات گردی و چرخه سرمایش بعد زینترشدن بر خواص خوردگی یا زنگ زدگی مورد ارزیابی قرار گرفت.
طرح/روش شناسی/شیوه برخورد: در مطالعه حاضر، فولادهای ضدرزنگ دولایه با راه اندازی متالورژی پودری از پودرهای با پایه آرتنزیتی، آستنیتی با افزایش کنترل شده عناصر آلیاژی از قبیل Cr, Ni, Mo و Cu حاصل شدند. در مطالعات پیش از آماده سازی ترکیبات، نمودار شافلر لحاظ شد. ترکیبات آماده شده در 800 MPa متراکم و در کوره خلاء همراه با پرکردن آرگون در دمای 1260°C به مدت 1 ساعت زینتر شدند. پس از زینتر شدن، دو چرخه سرمایشی متفاوت بکار برده شد: سرمایش سریع همراه با سرعت سرمایش متوسط 245 °C/min و سرمایش کند 5 °C/min در جو آرگون. فولادهای ضد زنگ دولایه ایی تولید شده با استفاده از میکروسکوپی اسکن کننده و اپتیکال و آنالیز شیمیایی EDS ترکیبات ریزساختار مورد مطالعه قرار گرفتند. خواص خوردگی از طریق روش های شیمی ایی در1M محلول آب NaCl بررسی شد.
یافته ها: بر اساس نتایج بدست آمده، تأیید شد که در روش زینتر بکاربرده شده و همچنین آماده سازی ترکیبات پودری در ساخت فولاد دولایه زینتر دارای خواص خوردگی که به نسبت آستنیت/فریت در ریزساختار و عناصر تقسیم بندی بین فازها بستگی دارد لحاظ شود. مقاومت در برابر خوردگی فولاد ضدزنگ زینتر با دانسیته و مورفولوژی متخلخل موجود در ریزساختار نیز بسیار مرتبط است. بیشترین مقاومت در برابر خوردگی متخلخل در 1M محلول NaCl به خاطر ترکیب با توازن تقریبی فریت و آستنیت در ریز ساختار بدست آمد.
تلویحات و محدودیت های تحقیقاتی: براساس مشخصه پودرها، سرعت سرمایشی سریع کاربردی ظاهرا توافق خوبی برای خواص خوردگی و ریزساختارها می باشد. علیرغم اینکه آزماشات بیشتری برای بررسی سرعت های سرمایشی مختلف باید انجام بگیرد.
ارزش/اصلیت: استفاده از پودرهای عنصری افزوده به پایه فولاد ضدزنگ، پتانسیل های بالقوه آن برحسب تراکم پذیری نسبی و دانسیته زینتر نهایی را نشان داد. علاوه بر همگنی ریزساختاری خوب و اول ازهمه مقاومت در برابر خوردگی حاصل شد و کاربردهایی نیز در صنعت داشت.
کلیدواژه: خوردگی، ساخت و پردازش، متالورژی پودر، فولاد ضدزنگ دولایه
مقدمه
چون احتیاجات بشر اتصال و جوش در همه موارد را خواستار بوده لذا مثلاً از رومیهای قدیم فردی به نام پلینی از لحیم به نام آرژانتاریم وترناریم استفاده می کرد که دارای مقداری مساوی قلع و سرب بوده است و ترنایم دارای دو قسمت سرب و یک قسمت قلع می باشد. که هنوز هم با پرکنندگی مورد استفاده قرار می گیرند.
دقت و ترکیبات شیمیایی و دستگاههای متداول طلاسازی از قدیم الایام در جواهرات با چسباندن ذرات ریز طلا بر روی سطح آن با استفاده از مخلوط نمک و مس و صمغ آلی که با حرارت صمغ را کربونیزه نموده و نمک مس را به مس احیاء می کنند. و با آلیاژ طلا درست کردن ذرات ریز طلا را جوش می دهند و تاریخچه ای به شرح زیر دارند:
برناندوز روسی در 1886 قوس جوشکاری را مورد استفاده قرار داد.
موسیان در 1881 قوس کربنی را برای ذوب فلزات مورد استفاده قرار داد.
اسلاویانوف الکترودهای قابل مصرف را در جوشکاری به کار گرفت.
ژول در 1856 به فکر جوشکاری مقاومتی افتاد
لوشاتلیه در 1895 لوله اکسی استیلن را کشف و معرفی کرد.
الیهوتامسون آمریکائی از جوشکاری مقاومتی در سال 7-1876 استفاده کرد.
چون علم جوشکاری همراه با گنج تخصصی است یعنی هر جوشکار ماهر در طی تاریخ درآمد زیادی داشته سبب شد که اسرار خود را از یکدیگر مخفی نمایند مثلاً هنوز هم در مورد لحیم آلومینیوم و آلیاژ آن از یکدیگر مخفی نگه می دارند و در جریان جنگهای جهانی اول و دوم جوشکاری پیشرفت زیادی کرد. احتیاجات بشر به اتصالات مدرن سبک محکم و مقاوم در سالهای اخیر و مخصوصاً بیست سال اخیر سبب توسعه سریع این فن گردید و سرمایه گذاری های عظیم چه از طرف دولت ها و چه صنایع نظامی و تخصصی در این مورد اعمال گردید و مخصوصاً رقابت های انسان ها در علوم هسته ای (که فقط برای صلح باید باشد) یکی دیگر از علل پیشرفت فوق سریع این فن در چند دهسال اخیر شد که به علم جوشکاری تبدیل گردید.
دسته: فنی و مهندسی
حجم فایل: 510 کیلوبایت
تعداد صفحه: 16
هم بستگی ریز ساختارها و متغیرهای فرایندی در فولاد FSW HSLA-65
آزمایش ها
ترکیبات شیمیایی HSLA 65 (ASTM A945) که در این مطالعه مورد استفاده قرار گرفته اند در جدول 1 فراهم شده اند. ریز ساختارهای فلز اصلی شامل تصفیه کردن مناطق بالایی باینات می باشد که به صورت تصادفی در ماتریس فریت با اندازه ریز پلی گونال و با متوسط اندازه در حدود 8 میکرو متر فراهم شده اند، چنان چه در شکل 8 نشان داده شده است.
صفحات مورد آزمون از ضخامت 5/9 میلی متر به صورت صفحه پیچیده با قطر 762 میلی متر در جهت طولی و 3/203 میلی متر در پهنا آماده شده بودند. محور طولانی مربوط به صفحه آزمون موازی با مسیر پیچیده شده بود. هر صفحه براساس دو سطح به آهستگی برای برطرف کردن اکسید و فراهم ساختن مقیاس سطحی اولیه نسبت به جوشکاری در زمین فرو رفته بود. قبل از جوشکاری صفحات با متانول، روغن ها و گریس هایشان پاک شد. همه جوش ها تحت یک فرایند کنترل کننده عمیق شکل گرفته بود. نفوذ جزئی جوش ها به صورت موازات با مسیر پیچش صفحه ایجاد شده بود. آرگون در مقدار جریان 1/1 متر مکعب بر ساعت به عنوان گاز استحفاظی برای حمایت کردن هم از ابزار و هم سطح جوش از اکسیداسیون سطحی مورد استفاده قرار گرفته بود.
تاریخچه پلاستیک
اولین بار در سال 1862 برادران هایت موفق به تولید سلولوئید شدند و در حدود چهل سال بعد شخصی بنام باکلند موفق به تولید باکلیت شد. در حد فاصل سالهای 1921 تا 1928 بعضی از انواع نایلون ها و همچنین اوره فرمالدئید و … به بازار عرضه شد و در سال 1934 پلی و نییل کلرید (PVC) در میزان تجاری جهت ساخت محصولات مختلف روانه بازار شد. اما مهمترین دوره پیشرفت پلاستیکها در دهه 1950 و در دهه 1960 اتفاق افتاد که در آن زمان اختراع و تولید انواع مختلف پلاستیک با خواصل و کاربردهای متنوع نقطه عطفی در این صنعت نام گرفت. در این زمان اختراع تولید انواع مختلف پلاستیک با خواص و کاربردهای متنوع اتفاق افتاد که در آن زمان اختراع و تولید انواع مختلف پلاستیک با خواص و کاربردهای متنوع نقطه عطفی در این صنعت نام گرفت. در این زمان دانشمندانی چون زیگلر از آلمان و یا ناتا از ایتالیا اصول و روشهای پلیمریزاسیون را روشن کردند و باعث پیدایش تکنولوژی نوینی در جهت ساخت پلیمرهای مختلفی همچون خانواده پلی اتیلن ها و پلی پروپیلن ها و پلی اترها و اپوکسی ها و … شدند. اگر بخواهیم اسمی از اولین پلاستیک ساخته شده بشر نام ببریم باید به سلولز نیترات اشاره کنیم که اولین پلاستیک تجاری بود که به بازار عرضه شد ولی به دلیل ضعف هایی که داشت از جمله قابل اشتعال بون زیاد و در نتیجه خطرناک بودن این پلاستیک، تحقیقات برای جایگزین کردن نوع پلاستیک دیگری که این ضعف را نداشته باشد توسط پروفسور مایلز به تولید پلاستیک سلولزاستات منجر شد که این محصول بازار خوبی را کسب کرد. توسعه گرمانرم های PVC و PE کمک بزرگی به متفقین در جنگ جهانی دوم نمود و این امر باعث شتاب تحقیقات در زمینه پلاستیکها در این کشورها شد و در نتیجه پلی استر غیر اشباع، پلی استایرین و اپوکسی کشف شد و به یکباره توجه به صنعت پلاستیک جلب شد. در دهه 1960 نه تنها رشد سریع پلاستیکهای گرمانرم مثل PVC، PE، PP، PS شکل گرفت بلکه دهه ظهور پلاستیک سوپر مثل پلی کربنات، پلی استال فنوکسی ها، پلی فنیلین اکسید نیز نام گرفته این پلاستیکها را که مخصوص می باشند معمولاً پلاستیکهای مهندسی می نامند که به عنوان جایزگین آلیاژهای فلزی در مقایس صنعتی پذیرفته شده اند.
در حال حاضر با توجه به پیشرفت های جدید در صنایع خودرو سازی و یا لوازم خانگی قطعات پلاستیکی به خاطر کاهش وزن و افزایش بازدهی، جایگزین مناسبی برای قطعات فلزی شده اند. امروزه از انواع پلاستیکهای پلیمری در بازار در حدود 70 درصد آنها مختص به چهار گروه PVC، PP، PE و پلیمرهای نوع پلی استایرنی (PS) می باشد برای تولید این چهار زمینه کالا رقابت شدیدی بین شرکتهای شیمی ایی مونسافتو، شرکت داو، شل، یونیون کار باید و شرکت پونت و بی اف گودریچ و اکسون و فیلپس وجود دارد. در موارد خاصی نیز پلاستکیهای خاص توسط یک یا دو تولید کننده تولید می شوند و جنبه رقابتی بودن از بین می رود.
بارزترین مزیت این بسته ارائه عین سوالات استخدامی شرکت نفت در سال های گذشته و عدم استفاده از هرگونه سوالات تألیفی و یا گردآوری شده می باشد.
رشته: کارشناس مدیریتدولتی
مقطع: کارشناسی
تاریخ آزمون: دفترچه سوالات عمومی و اختصاصی سال 1383
مواد امتحانی موجود در این بسته
60 سوال اختصاصی
30 سوال عمومی
+ تمامی موارد دکر شده به صورت یکجا در این بسته موجود می باشند
مقدمه
کامپوزیت مخلوطی در مقیاس ماکروسکوپیک از 2 تا چند ماده مختلف است که این مواد خصوصیات فیزیکی و شیمیایی خود را حفظ کرده و مرز مشخصی را با یکدیگر تشکیل می دهند. این مخلوط در مجموع و با توجه به برخی معیارها خواص بهتری از هر یک از اجزای تشکیل دهنده خود دارا می باشد. هر کامپوزیت عموماً 2 ناحیه متمایز یعنی فاز پیوسته و فاز ناپیوسته وجود دارند. روش های اتصال کامپوزیت ها به 3 صورت پروسه ذوبی، پروسه حالت جامد و دیگر انواع است. یکی از این روش ها جوشکاری اصطکاکی چرخشی می باشد. این روش، روشی نسبتاً جدید و مناسب برای اتصال کامپوزیت های زمینه فلزی است. در این روش 2 قطعه نسبت به یکدیگر ثابت بوده و به یک صفحه نگهدارنده متصل اند و توسط ابزار مخصوص این روش، اتصال بین 2 کامپوزیت صورت می گیرد. در این روش، ناحیه اتصال بسیاری از عیوب میکروساختاری موجود در روش های معمول اتصال مانند قوس الکتریکی ندارند.
کامپوزیت ها (مواد چند سازه ای یا کاهگل های عصر جدید) رده ای از مواد پیشرفته هستند که در آنها از ترکیب موادساده به منظور ایجاد موادی جدید با خواص مکانیکی و فیزیکی برتر استفاده شده است. اجزای تشکیل دهنده ویژگی خود را حفظ کرده در یکدیگر حل نشده و با هم ممزوج نمی شوند. استفاده از این مواد در طول تاریخ نیز مرسوم بوده است. از اولین کامپوزیت ها یا همان چندسازه های ساخت بشر می توان به کاه گل و آجرهای گلی که در ساخت آنها از تقویت کننده کاه استفاده می شده است اشاره کرد.. هنگامی که این دو باهم مخلوط بشوند در نهایت آجرپخته بدست می آید که بسیار ماندگار تر و مقاوم تر از هر دو ماده اولیه یعنی گل و کاه است. قایق هایی که سرخ پوست ها با قیر و بامبو می ساختند و تنورهایی که از گل، پودر شیشه و پشم بز ساخته می شدند و در نواحی مختلف کشورمان یافت شده است، نیز از کامپوزیت های نخستین هستند. بسیاری از نیازهای صنعتی صنایعی مانند صنایع فضایی، راکتورسازی، الکترونیکی و غیره نمی تواند با استفاده از مواد معمولی شناخته شده، برآورده شود. اما قسمتی از آن نیازها، می تواند با استفاده از چندسازه ها یا کامپوزیت ها برآورده گردد.
تعریف کامپوزیت
معمولا یک ماده کامپوزیت را به صورت یک مخلوط فیزیکی در مقیاس ماکروسکوپیک ازدو یا چند ماده مختلف تعریف می کنند که این مواد خصوصیات فیزیکی و شیمی ایی خودرا حفظ کرده و مرز مشخصی را با یکدیگر تشکیل می دهند. این مخلوط در مجموع و با توجه به برخی معیارها خواص بهتری از هریک از اجزای تشکیل دهنده خودرا دارا می باشد. در کامپوزیت عموما دو ناحیه متمایز وجود دارد.
مقدمه
کامپوزیت مخلوطی در مقیاس ماکروسکوپیک از 2 تا چند ماده مختلف است که این مواد خصوصیات فیزیکی و شیمیایی خود را حفظ کرده و مرز مشخصی را با یکدیگر تشکیل می دهند.
این مخلوط در مجموع و با توجه به برخی معیارها خواص بهتری از هر یک از اجزای تشکیل دهنده خود دارا می باشد. هر کامپوزیت عموماً 2 ناحیه متمایز یعنی فاز پیوسته و فاز ناپیوسته وجود دارند. روش های اتصال کامپوزیت ها به 3 صورت پروسه ذوبی، پروسه حالت جامد و دیگر انواع است. یکی از این روش ها جوشکاری اصطکاکی چرخشی می باشد.
این روش، روشی نسبتاً جدید و مناسب برای اتصال کامپوزیت های زمینه فلزی است. در این روش 2 قطعه نسبت به یکدیگر ثابت بوده و به یک صفحه نگهدارنده متصل اند و توسط ابزار مخصوص این روش، اتصال بین 2 کامپوزیت صورت می گیرد.
در این روش، ناحیه اتصال بسیاری از عیوب میکروساختاری موجود در روش های معمول اتصال مانند قوس الکتریکی ندارند.
کامپوزیت ها (مواد چند سازه ای یا کاهگل های عصر جدید) رده ای از مواد پیشرفته هستند که در آنها از ترکیب موادساده به منظور ایجاد موادی جدید با خواص مکانیکی و فیزیکی برتر استفاده شده است. اجزای تشکیل دهنده ویژگی خود را حفظ کرده در یکدیگر حل نشده و با هم ممزوج نمی شوند. استفاده از این مواد در طول تاریخ نیز مرسوم بوده است. از اولین کامپوزیت ها یا همان چندسازه های ساخت بشر می توان به کاه گل وآجرهای گلی که در ساخت آنها از تقویت کننده کاه استفاده می شده است اشاره کرد.. هنگامی که این دو باهم مخلوط بشوند در نهایت آجرپخته بدست می آید که بسیار ماندگار تر و مقاوم تر از هر دو ماده اولیه یعنی گل و کاه است. قایق هایی که سرخ پوست ها با قیر و بامبو می ساختند و تنورهایی که از گل، پودر شیشه و پشم بز ساخته می شدند و در نواحی مختلف کشورمان یافت شده است، نیز از کامپوزیت های نخستین هستند. بسیاری از نیازهای صنعتی صنایعی مانند صنایع فضایی، راکتورسازی، الکترونیکی و غیره نمی تواند با استفاده از مواد معمولی شناخته شده، برآورده شود. اما قسمتی از آن نیازها، می تواند با استفاده از چندسازه ها یا کامپوزیت ها برآورده گردد.
تاریخچه کارگاه
کارگاه قالبسازی و تراشکاری قاسمی در سال ۱۳۸۱ با دو عدد دستگاه به نام های فرز جابر و دلر سوراخکاری شرع به کار کرده است.
تاریخچه سرپرست کارگاه
آقای احمد حاجی قاسمی سرپرست کارگاه از سنین نوجوانی ۲/۲/۱۳۳۵ مشغول به حرفه قالب سازی بوده که در سنین جوانی کارمند کارخانه ارج می گردد.
آقای قاسمی در بخش قالب سازی شرکت ارج موفق به طرح مکانیزم خارجی کولرهای کارخانه میگردد.
در سال ۶۹ بازنشسته گردیده و با پول دریافتی از کارخانه در عدد دستگاه به نام های فرز جابر و دلر سوراخکاری خریداری کرده و مشغول به مناسبت در کارگاه استیجای می شود.
فهرست مطالب
فصل اول
تاریخجه کارگاه… ۳
تاریخچه سرپرست کارگاه… ۳
معرفی
موقعیت جغرافیایی کارگاه تراشکاری و قالبسازی ۳
نوع محصولات تولیدی… ۴
وضعیت کلی کارگاه… ۴
طرح استقرار کارگاه… ۴
نوع مدیریت کارگاه… ۴
تکنولوژی مورد استفاده کارگاه… ۴
میزان ضایعات و استهلاک کارگاه… ۵
فصل دوم
موقعیت رشته در محل کارآموزی… ۶
فصل سوم
جوشکاری… ۶
سوهان کاری… ۷
سنگ زنی… ۷
جوش سر به سر… ۷
نظافت… ۷
فرزکاری… ۸
ماشینهای فرز… ۸
ماشین فرز عمودی… ۱۰
انواع تیغه های فرز… ۱۰
انواع ماشینهای فرز و ساختمان آنها… ۱۲
ماشین فرز زانویی ستونی… ۱۲
ماشین فرز افقی ساده… ۱۳
ماشین فرز عمودی… ۱۴
جوشکاری… ۱۶
مزایای TIG… ۱۷
جوشکاری فولادهای ضد زنگ و خوردگی… ۱۸
فولادهای مقاوم بدخوردگی… ۲۰
فولادهای مقاوم بر حرارت… ۲۱
پیچیدگی Distortion… ۲۲
عوامل مهم بوجود آمدن اعوجاج… ۲۴
جوشکاری با گاز یا شعله… ۲۵
مزیت استفاده از جیگ و فیکسچرها… ۲۸
چرخ دنده ها… ۲۹
دستگاه دریل… ۳۰
سنگ زنی… ۳۱
دستگاه فرز CNC… ۳۲
ماشینکاری سریع… ۳۳
تولید و ساخت پیچ توسط فرجینگ… ۳۴
عکسها… ۳۶
منابع و مآخذ… ۴۷
چکیده
الگوریتم های تحلیلی کاربردی گسترده با محدودیت های غیریکجانبه توسعه و شرح داده می شوند. روش ناکارایی مرتبه سطری ژاکوبی برای تعیین تکین بودن (منحصر به فرد بودن) این بازوهای مکانیکی بکار گرفته می شود. چهار نوع مجموعه تکین وجود دارد: نوع 1: تکین ژاکوبی موقعیت؛ نوع 2: تکین همزمان که به دلیل اتصال تعمیم یافته ای می باشد که به راس آن می رسد؛ نوع 3: تکین مرزی قلمرو، که در ارتباط با مقادیر اولیه و نهایی ماتریس زمان به دلیل هر دو رویداد می باشد؛ نوع 4: تکین مزدوج، که در ارتباط با ژاکوبی نسبی تکین می باشد، که فضای تهی به یکی از زیرماتریس ها به دلیل دو رویداد کاهش می یابد: نوع 2 و نوع 3 تکین. تمام سطوح تکین به صورت فوق سطح هایی می باشند که به طور داخلی و خارجی، پوشش فضای کار را بسط می دهد. تقاطع سطوح تکین به شناسایی منحنی های تکین می پردازد که به بخش بندی سطوح تکین در سطوح فرعی می پردازد، و روش اختلال برای شناسایی مناطق (بخش های منحنی/ وصله های سطح) فوق سطح که بر روی مرز قرار دارند، مورد استفاده قرار می گیرد. این فرمول با پیاده سازی آن با سه درجه آزادی فضایی (DOF) و 4 درجه آزادی فضایی بازوی مکانیکی شرح داده می شود. تلاش قابل توجهی در ارتباط با فرمول بندی روش های ریاضی برای شناسایی فضای کار بازوهای مکانیکی نجام شده است. بررسی فضای کار بازوهای مکانیکی در حوزه تولید، برای قراردادن موثر ربات ها در سطح فروشگاه ها و برای تامین امنیت حداکثر کارکرد بازوی مکانیکی از نظر مهارت مد نظر قرار گرفته شده است. محیط های کاربردی دیگر همانند حوزه پزشکی، جایی که استفاده از مکانیسم ها و ماشین ها در تجهیزات پزشکی بسیار رایج شده است، و در حوزه ساخت، بازوهای مکانیکی برای جوشکاری و نقاشی مورد استفاده قرار می گیرند.
خلاصه
قابلیت جوش خوردگی خال جوش اتصالات فلزی غیرمشابه بین فولادهای ضدزنگ و فولادهای زنگ بررسی شد. هدف از این مطالعه تعیین پارامترهای خال جوش اتصالات فلزی غیرمشابه و تعیین ویژگی خواص مکانیکی اتصالات بود. بررسی های متالورژیکی، اندازه گیرهای ریزسختی، آزمایشات پوسته شدن، آزمایشات برش لبه روی لبه، آزمایشات کشش عرضی، و آزمایشات ترک خوردگی تنشی انجام شد.
مشخص شد که در اتصالات فلزی غیرمشابه بین فولاد ضدزنگ و فولاد زنگ پذیر، بار ترک نمونه های تنش عرضی تقریبا 72-78% نمونه های برش لبه رو لبه بود. تکه فلز جوش اتصالات فلزی غیرمشابه کاملا مارتنزیت بود. اما به اندازۀ کافی نرم و شکل بود که نوع شکست در هر دو آزمایش تنش عرضی و برش لبه روی لبه، شکست توپ وار باشد. در مورد آزمایش خستگی خوردگی، اتصالات جوش خوردۀ خال جوش، سطوح مختلف استحکام مواد پایه بر استحکام خستگی خوردگی هیچ تأثیری نداشت. اما بر ضخامت ورق فلزی تأثیر بسزایی داشت. استحکام نمونه جوش خوردۀ خال جوش با افزایش ضخامت ورقۀ فلزی افزاش یافت. پوشش الکتریکی نمونه های آزمون بر خواص خستگی خوردگی اتصالات جوش خوردۀ خال جوش تأثیر نداشت. آزمایشات ترک خوردگی تنشی نشان داد که اتصالات فلزی غیر مشابه فولاد ضدزنگ EN 1.4318 و فولاد زنگ پذیر روی اندود ZStE260BH نسبت به شکنندگی هیدروژن در محلول کلرید سدیم در دمای 3.5% اتاق حساس هستند. کراکینگ یا ترک خوردگی قابل قیاس در اتصالات فولاد ضدزنگ در هنگام پیوند کووالانسی به روی نیز مشاهده شد. دلیل شکنندگ هیدروژن جوشهای فلزی غیرمشابه این است که قطعۀ فلزی جوش کاملا مارتنزیت است و پتانسیل خوردگی به دلیل روکش کاری روی کم است.
کلمات کلیدی: جوشکاری خال جوش، اتصالات فلز غیرمشابه، فولاد ضدزنگ، فولاد زنگ پذیر، اتصالات جوش خوردۀ خال جوش
مقدمه
جوش های فلزی غیرمشابه در ساختمان جوش خورده معمولا و رایج هستند و عملکرد آنها غالبا برای کارایی کل ساختار ضروری است. جوش خوردگی فلز غیرمشابه شامل اتصال دو یا چند فلز یا آلیاژ مختلف به هم می باشد. چند نوع جوش فلزی غیرمشابه وجود دارد و اتصال فولاد ضدزنگ به فولاد زنگ ناپذر رایج ترین نوع آن است.
مقدمه
قوس برقی در سال ۱۸۰۷توسط سرهمفری دیوی کشف شد ولی استفاده از آن در جوشکاری فلزات به یکدیگر هشتاد سال بعد از ین کشف، یعنی در سال ۱۸۸۱ اتفاق افتاد. فردی به نام آگوست دیمری تنز در ین سال توانست با استفاده از قوس برقی و الکترود ذغالی صفحات نگهدارنده انباره باطری را به هم متصل نمید. بعد از آن یک روسی به نام نیکولاس دی بارنادوس با یک میله کربنی که دسته ی عیق داشت توانست قطعاتی را به هم جوش دهد. وی در سال ۱۸۸۷ اختراع خود را در انگلستان به ثبت رساند. ین قدیمی ترین اختراع به ثبت رسیده در عرصه جوشکاری دستی قوسی برقی می باشد. فریند جوشکاری با الکترود کربنی در سالهی ۱۸۸۰و۱۸۹۰در اروپا و آمریکا رواج داشت ولی استفاده از ولت زیاد (۱۰۰ تا ۳۰۰ولت) و آمپر زیاد (۶۰۰تا ۱۰۰۰آمپر) در ین فریند و فلز جوش حاصله که به علت ناخالصیهی کربنی شکننده بود همه باعث می شد ین فریند با اقبال صنعت مواجه نشود.
مقدمه:
بیش از یک صد سال است که قوس الکتریکی در جهان شناخته شده و بکار گرفته می شود. اما اولین جوشکاری زیر آب توسط نیروی دریایی بریتانیا انجام شد. در آن زمان یک کارخانه کشتی سازی برای آب بند کردن نشت های موجود در پرچ های زیر کشتی که در آب واقع شده بود از جوشکاری زیر آبی بهره گرفت. سازه های فرا ساحلی از قبیل دکل های حفاری چاه های نفت، خطوط لوله و سکوهای ویژه ای که در آب ها احداث می شوند، در سالهای اخیر به طرز چشمگیری در حال افزایش اند. بعضی از این سازه ها نواقصی را در عناصر تشکیل دهنده اش و یا حوادث غیر مترقبه از قبیل طوفان تجربه خواهند کرد. در این میان هرگونه روش بازسازی و مرمت در این گونه سازه ها مستلزم استفاده از جوشکاری زیر آبی است.
بارزترین مزیت این بسته ارائه عین سوالات استخدامی شرکت نفت در سال های گذشته و عدم استفاده از هرگونه سوالات تألیفی و یا گردآوری شده می باشد.
رشته: جوشکاری (مکانیک)
مقطع: کاردانی
تاریخ آزمون: دفترچه سوالات عمومی و اختصاصی سال 1383
مواد امتحانی موجود در این بسته:
60 سوال اختصاصی
30 سوال عمومی + تمامی موارد دکر شده به صورت یکجا در این بسته موجود است.
مقدمه
در مقوله هنرشناسی اولین سوالی که مطرح می شود این است که هنر چیست ؟!
البته مسلم است که نمی توان تعریف مانع و جامعی که دربرگیرنده تمامیت این واژه باشد ارائه نمود و علت اصلی عدم توانمندی، همان تنوع و تکثری است که در سرتاسر این واژه سایه افکنده است. تنوع سلیقه ها و تکثر نظرها و عقاید از سویی و رفع نیازهای مادی و معنوی از سوی دیگر باعث گردید که هنر در قالبها، گونه ها، شیوه ها و سبک های بیشماری به منحصۀ ظهور برسد که هرکدام به گونه ای، دربرگیرنده بخشی از آمالها، آرزوها و گاهاً خواسته های درونی خالقان و آفرینندگان آن می باشد.
با تکامل اندیشه های اجتماعی زیستی انسان، هنر نیز به رشد بالنده ای دست یافت که توانست خود را به تدریج از دیواره غارها بیرون کشد و در فضایی قرار گیرد که جنبه کاربردی تری را از خود به نمایش می گذاشت.
نیازها باعث ابدا شده بود و ابداعات نیز آراسته به سلیقه، ذوق، استعداد و در نهایت هنر بود. هنری که روز به روز همگام با تکامل انسان به کمال ذاتی خود نزدیکتر می شد و همسان با این تکامل، تقسیم پذیری آن به شاخه های گوناگون و متفاوت نیز به وقوع پیوست. شاخه هایی که در عین وحدانیت هنری بودنشان هرکدام برای خود دارای سبک و سیاقی مشخص و هدفی معین وسازنده و ارزشی در خور توجه بود. این ارزشهای هنری که در قالبهای گوناگونی ظهور پیدا کرده بود، زمانی به اوج خود رسید که زندگی گروهی به زندگی قبیله ای مبدل گشت و سپس قومیت گرایی و ملیت های متعددی پا به عرصه حضور گذاشتند که هریک از اینها سابقۀ هنری خویش را سند معتبری در جهت عینیت بخشیدن به پیشینه تاریخی خود و سبقت از دیگر ملل، مطرح می کردند. با بررسی سابقه هنری اقوام و ملل مختلف به وضوح می توان دریافت که هنر با تمامی کمی ها و کاستی های خود در سرزمینهای دور و نزدیکی چون بین النهرین، مصر، هند، یونان، رم باستان، خاور دور، ایران و بسیاری از نقاط دیگر به مرحله ظهور رسیده است و در همین سرزمینها بوده که از خود آثاری ارزشمند و گرانبها به جای گذاشته است. قلمدان و هنر قلمدان سازی یکی از همین آثار ارزشمند و ارزنده است که امروزه دیگر از آن سخنی به میان نمی آید و کمتر کسی پیدا می شود که به ساخت آن، رغبتی نشان دهد و این در حالی است که این هنر زیبا و ظریف سالیانی نه چندان دور از این، مورد استفادۀ دانش پژوهان و دانش دوستان و اصحاب ذوق و هنر و قلم قرار می گرفته است و در راه تشویق و ترغیب دانش اندوزی و فراگیری علم و ادب رسالت مهم و ارزشمندی را ایفا می کرده است.
تعریف جوش ترمیت (ASTM)
نوعی جوش ذوبی می باشد که در آن اتصال دو فلز به همدیگر بعد از گرم شدن بوسیله فلزی با دمای بالا که واکنشی آلومینوترمیک راپشت سر گذاشته انجام می شود وفلز مایع که از واکنش اکسید فلز و Al بدست آمده است به عنوان فلز پر کننده عمل می کند. این پروسه جزء پروسه های Thermochemical Welding می باشدو در گروه Minor Welding Process که دارای استفاده های خاص و موردی می باشند قرار می گیرد.
تاریخچه فرآیند جوشکاری ترمیت
صد و بیست سال پیش 1898 پروفسور دکتر هانس گلداشمیت در شهر اسن آلمان موفق به استخراج فلزات سخت از اکسید آنها بر پایه واکنش احیای اکسید توسط یک احیا کننده مناسب شد. این روش در سال 1920 در جوش ریل تراموا در آمریکا بکار گرفته شد البته در بعضی منابع بکارگیری زودتر این روش در آلمان اشاره شده است. در سال 1933 از جوش ترمیت برای گسترش ریلهای طویل استفاده شد و استفاده از این جوش در مصارف الکتریکی از سال 1938 آغاز شده است. پیشرفتهای این روش در طی جوشکاری ریلها در بخش بعدی آورده شده است.
فرآیند جوشکاری ترمیت
اکسیدهایی که توسط آلومینیوم احیا می شوند واکنش احیا به واکنش آلومینوترمی معروف بوده و این واکنش اساس فرآیند جوشکاری ترمیت می باشد. واکنش آلومینوترمیک مربوط به احیای آهن بصورت زیر نوشته می شود:
Fe 2O3 + 2Al = Al2O3 + 2Fe + 760KJ at 2450°C
1Kg (thermite) = 524g (Fe) + 427g (Al2O3) + 181500 cal
در این فرآیند واکنش بین اکسید آهن و آلومینیوم رخ داده و در نهایت مذاب آهن و اکسید آلومینیوم تولید می شود. دمای واکنش 2400 تا 2800 درجه سلسیوس می باشد. مطالعات انجام شده روی مکانیسم واکنش آلومینیوم با اکسید آهن، نشان داده است که این واکنش در دو مرحله یکی در دمای 960 درجه سلسیوس و دیگری در دمای 1060 درجه سلسیوس انجام می شود. در دمای 960 درجه سلسیوس محصولات واکنش Fe2O3 و Al2O3 می باشند که به صورت زیر نوشته می شود:
9Fe2O3 + 2Al = Al2O3 + 6 Fe2O3 + 6FeO
در مرحله بعدی که در دمای 1060 درجه سلسیوس انجام می شود، Fe، FeAl2O4 و Al2O3 به صورت زیر به وجود می آیند:
Fe2O3 + 2Al = Al2O3 + 2Fe
3Fe2O3 + 2Al = 5FeO + FeAl2O4
دو مرحله واکنش از نتایج آزمایشات DTA استنیاط می شود که در شکل 1 ارائه شده است. عمده ترین کاربرد فرآیند ترمیت در جوشکاری ریلهاست که در سراسر جهان برای جوشکاری ریل و ایجاد خطوط مداوم استفاده می شود بطوریکه این فرآیند از سال 1906 میلادی برای اتصال ریلها برای ایجاد خطوط طویل و یا تعمیرات آنها استفاده می شده است. در ابتدا از واکنش ترمیت فقط برای گرم کردن دو سر ریل استفاده می شد و آن را به دمای مناسب برای تغییر شکل گرم می رساند.
فهرست مطالب
مزایای حمل و نقل ریلی
تاریخچه راه آهن
راه آهن در ایران
ایستگاه قطار
طراحی ایستگاه قطار
آسایش مسافران
ایمنی
تطابق با تعداد مسافرین و حجم تقاضا
توجه به زمان
شرایط ظرفیت
نیازهای مسافرین
منطقه دسترسی
منطقه تسهیلات
منطقه سکو
اثرات حاشیه
نقاط تصمیم گیری و تردید
دسترسی برای مسافران معلول و دارای ناتوان حرکتی
پله ها، پله برقی ها و آسانسورها
سالن های بلیط فروشی
چارچوب و زمینه های طراحی
قابلیت استفاده (Usability)
بهره وری و عملکرد ایستگاه (Operability)
کیفیت (Quality)
ارزش و هزینه (Value)
روسازی راه آهن
لایه های روسازی راه آهن
بالاست
مصالح بالاست
تراورس
انواع تراورسها
فاصله بین تراورسها
انواع خطوط راه آهن
خطوط با بالاست
خطوط بدون بالاست
طبقه بندی خطوط
مشخصات هندسی خط
عرض خط
شیب عرضی ریل
تراز عرضی خط
اختلاف شیب طولی
وظایف بالاست
وظایف زیر بالاست
مقاطع عرضی بالاست، زیربالاست و مشخصات هندسی آن
انواع پابند
پابند وسلو (Weslo)
پابند پاندرول
پابند K
ریل
عمر مفید ریل
درز ریل
جوشکاری ریل
طرح هندسی مسیر
بربلندی
دور (بربلندی)
کمبود دور
قوس ها
قوس دایره ای
قوس های پیوندی
قوس پیوندی حلزونی (کلوتوئید)
اضافه عرض در قوس ها
خم ها (قوس های قائم)
طبقه بندی خطوط
عرض خط
شیب طولی و محدوده تغییرات آن
نیمرخهای عرضی و اجزای آن
قواره های راه آهن
نیمرخ عرضی راه آهن یک خطه
فاصله بین دو خط
شیب عرضی ریل
گاباری (Gabarit)
دستگاه خطوط
انواع دستگاه خطوط
اجزاء دستگاه خطوط
ضوابط اجرای روسازی
ضوابط نگهداری خط آهن
انوع عملیات در ایستگاه ها
عملیات فنی
عملیات بازرگانی
عملیات باری
ماشین شستشوی قطار
محل بازرسی و تعمیرات سبک
چرخ تراشی (Wheel Lathe)
اثر برگ درختان بر روی چرخ های قطار
بازرسی فنی زیر قطار
بازرسی بر روی سقف قطار
محل تعمیرات سنگین
انبارها
انواع تونل
حفرتونل به كمک سپرها (shield tunneling)
ماشین های حفر تونل در سنگ
(Open TBM) ماشینهای حفر تونل از نوع باز
(Single Shield TBM) ماشینهای حفر تونل تک سپره
ماشینهای حفر تونل با سپر تلسکوپی
(Double Shield or Telescopic Shield TBM)
جامبو دریل
روسازه پل راه آهن (Superstructure)
انواع سیستمهای روسازه پل راه آهن
پل های عرشه باز (Open Deck bridge)
پل های شاهتیر فلزی عبور ازبالا (Deck Plate Girder) DPG
پل های شاه تیر فلزی عبور از میان (Through Plate Girder) TPG
انواع سیستمهای روسازه پل راه آهن
نگهداری پل ها ی ریلی
نحوه ی زهکشی وانواع آن
بررسی آسیب پذیری خط آهن در هنگام زلزله و ارائه راهکارهای اساسی کاهش خسارت
آسیب های ناشی از زلزله
ناوگان ریلی
انواع ناوگان ریلی
ناوگان کشش
لوکوموتیو
انواع لکوموتیو
طبقه بندی لكوموتیو از نظر نوع انرژی مصرفی وسیستم انتقال قدرت
ناوگان مسافری
ناوگان پشتیبانی
ناوگان باری
واگن
مونوریل
قطارهای مغناطیسی
مقایسه ماگلو با قطارھای مرسوم
فصل اول
تاریخچه تاسیس ایران خودرو 1
دستگاه تایمر کابین TC 5
کنترل ترموستات ماشین جوش 9
تصدیق تعویضی الکترود 9
قسمت منبع تغذیه دستگاه تست TC 18
مشخصات ربات 18
مشخصات واحد کامپیوتر 19
فصل دوم
تاریخچه شرکت صنعتی محورسازان ایران خودرو 26
واحدهای موجود در شرکت صنعتی محور سازان ایران خودرو 27 مواد اولیه مورد استفاده در پروسه تولید 29
پروسه تولید 29
واحد جوشکاری تولید اکسل 30
واحد ماشین کاری پوسته اکسل 31
واحد مونتاژ 36
واحد رنگ کاری 37
عوامل زیان آور موجود در واحدهای مختلف شرکت محور سازان ایران خودرو 38
فصل سوم
تاثیر عوامل محیط کاربر بر روی انسان 39
تفسیر نتایج 48
بحث 52
نتیجه 53
فصل چهارم
وضعیت محل کار 54
مقدمه 54
اثرات نامطلوب توزیع غلط روشنایی 55
هدف اندازه گیری روشنایی 59
اندازه گیری روشنایی در واحد عملیات حرارتی 60
تفسیر نتایج 61
فصل پنجم
مکانیک خودرو 62
تدارکات – روش قدیمی 62
شرکت کریسلر 67
معیارهای انتخاب در تامین منابع 68
تدارکات جهانی 68
تدارکات الکترونیک 70
خلاصه 71
انواع گام های دندانه ها 73
روش های تولید 73
تولید یا ژنراسیون دنده شانه ای 74
هابینگ 75
روش کله زنی 75
روش های پرداخت چرخدنده 76
پرداخت چرخدنده بروش شیونیگ 76
روش هنن کاری 76
لپن کاری 77
برنشینیگ 77
ظرفیت فنی دندانه های چرخدنده ساهد 77
ضرایب فرم یا لویس برای دندانه های چرخدنده ساده 78
بارحد برای استهلاک 79
باردینامیکی 79
اشتباهات موجود در چرخدنده ها 80
مواد چرخدنده ها 81
سخت کاری عمیق 82
کربوریزه کردن (کرن دادن) و سخت کردن سطح ماده 82
نیتره کردن (نتیروژن دادن) 82
سختکاری بروش القایی و شعله 83
گسیختگیهای معمول در چرخدنده 83
شکستن دندانه 84
حفره زدن 84
خط خوردن دندانه ها 85
روانکاری و سوار کاری چرخدنده ها 85
پس زنی 87
اندازه گیری چرخدنده ها 88
آندرکارتینگ در دندانه های چرخدنده 88
چرخنده های با ارتفاع سردندانه طویل و کوتاه 90
چرخدنده های داخلی یا حلقوی 90
چرخدندهای مخروطی 91
چرخدنده های حلزونی 92
ظرفیت حرارتی چرخدنده های حلزونی 93
پیشنهادات 94
مقدمه
تعمیرات خط گرم [1] برای نخستین بار در سال 1913 در ایالت اوهایو آمریکا صورت گرفت. در آن زمان ابزار بسیار ساده و ابتدایی مثل چوب های بلند در اختیار سیم بانان قرار می گرفت که به وسیله آن سیم برق دار را از محدوده کار خود دور کرده و عملیات تعویض مقره های شکسته را انجام می داند.
به دلیل عدم فن آوری در عایق سازی و ایجاد امنیت برای سیم بانان عملیات محدود به شبکه ها تا سطح ولتاژ 11 کیلو ولت بود و برای ولتاژهای بالاتر این چوب ها جوابگو نبودند. با توجه به سود سرشار مالی در این نوع تعمیرات، شرکتهای دیگر نیز به این نوع تکنولوژی روی آوردند به طوری که تا 1920 سه شرکت سازنده تجهیزات خط گرم در ایالت های مختلف آمریکا مشغول به کار با خط گرم شدند. بزرگ ترین شرکت فعال در آن سال ها شرکت TIPS TOOLS بود که پیشرفت های خوبی در این زمینه به دست آورد به طوری که انجام عملیات را تا سطح 33 کیلو ولت امکان پذیر ساخت.
عملیات خط گرم در ایران نیز در سال 1964 (1353) پس از حدود 50سال مورد توجه کارشناسان صنعت برق قرار گرفت ولی جرقه این کار برای تهیه و ساخت و ساز تجهیزات خط گرم در داخل کشور جهت کار روی شبکه های 20 کیلو ولت برای اولین بار وبا هدف های بشرح ذیل است:
باز و بست انواع جمپرها تحت تانسیون 20 کیلو ولت
پاکسازی حریم اشجار 20 کیلو ولت
تحکیم یراق آلات 20 کیلو ولت
به همین دلیل طی قراردی یک شرکت آمریکایی ملزم به آموزش و راه اندازی گروه های خط گرم در ایران شد. پس از آموزش تعدادی استادکار، گروه های خط گرم در تهران و خوزستان فعال شدند و برخی تعمیرات تا سطح 20 کیلو ولت و بعضا 63 کیلو ولت به صورت گرم انجام می شد. بعلت وقوع انقلاب اسلامی و متعاقب آن جنگ تحمیلی و خروج متخصصان آمریکایی از ایران، تعمیرات خط گرم به تدریج مورد بی توجهی قرار گرفت به طوری که در دهه شصت هیچ گونه تعمیرات خط گرم در ایران صورت نپذیرفت با توجه به نیاز عمده کشور به این تکنولوژی، وزارت نیرو تعمیرات خط گرم را در زمره سیاست های خود قرار داده است لذا راه اندازی گروه های خط گرم در شرکت های توزیع در دستور کار شرکت های تابعه وزارت نیرو قرار گرفته است.
رشته: هنر آموز صنایع چوب
تاریخ آزمون: دفترچه سوالات عمومی شامل سالهای 84 و 86 و 89 - دفترچه سوالات تخصصی تاریخ1389/3/7
مواد امتحانی
55 سوال اختصاصی
3دفترچه سوال عمومی (60 سوال سال 84 / 60 سوال سال 86 / 100 سوال سال 89) - شامل دروس (ادبیات فارسی، معارف اسلامی، اطلاعات عمومی و سیاسی، ریاضی، کامپیوتر، زبان انگلیسی)
بخشی از گزارش
این جمله زیبا پیام اراده، عزم و سازندگی دارد. انسان مصمم، عازم و سازنده، مقهور دست سرنوشت نیست بلکه سرنوشتش را خود رقم می زند. این عزم، انسان را از در افتادن در گرداب انفعال خارج نموده و در مقابل تن دادن به روز مرگی رویین تن می گرداند. پس بجاست با گذراندن این دوره کارآموزی خود را از لحاظ ارتقای عملی بالا برده تا بتوان میان علوم دانشگاهی گذرانده و نیاز صنعت اشتراکی یافته و به پروراندن آن اشتراکات بپردازیم. این جانب در این دوره 240 ساعت با بهره گیری از دانش و تجربه صاحبان فن توانستم به آشنایی با اصول اولیه طراحی جیک و فیکسچرها و مدل سازی یک جیگ توسط نرم افزار CATIYA دست یابم و پس از آن با اندازه برداری توسط دوربین ATOS به فایلهای ایجاد شده ابر نقاط موجود در سیستم های کامپیوتری دست یافتم و بدین ترتیب با نحوه مدل کردن فایلهای ابر نقاط آشنا شدم.
مقدمه
توربین گاز از لحاظ مراحل کار و نحوه عملکرد؛ شباهت زیادی با موتورهای احتراق داخلی دارد:
اولا: چهار مرحله مکش؛ تراکم؛ احتراق و انبساط (قدرت) و تخلیه در توربینهای گاز صورت می گیرد منتهی در موتورهای احتراق داخلی؛ این مراحل؛ در هر یک از سیلندرها ولی به ترتیب انجام می شود؛ در حالیکه در توربین های گاز؛ در یک از مراحل فوق الذکر در قسمت خاصی از واحد گازی در توربین های برای همان منظور در نظر گرفته شده است؛ صورت می گیرد. مثلا: تراکم همواره در یک قسمت و احتراق همواره در یک قسمت دیگر در حال انجام است.
ثانیأ: در توربین های گاز نیز؛ این انرژی شیمیائی نهفته در سوخت های فسیلی است که نهایتأ بصورت انرژی مکانیکی (گشتاور) ظاهر می گردد.
و ثالثأ: در توربین های گاز نیز سیال عاملی که باعث چرخش محور می گردد ؛ گاز داغ (هوای فشرده محترق) می باشد؛ و همین وجه تسمیه توربین های گازی می باشد.
مطالب فوق؛ با توضیح اجزاء توربین گاز؛ و ترتیب انجام کار در این نوع واحد تولید انرژی مکانیکی روشنتر خواهد شد.
اجزاء توربین گاز عبارتند از:
1-1-1 کمپرسور
1-1-2 اتاق احتراق
1-1-3 توربین
چکیده
این تحقیق مشخصات حفاظ سازی یک پنجره موج بر تضعیف معمولی را برای EMP (تکانه الکترومغناطیسی) شبیه سازی می کند. در گذشته اغلب محققان در زمینه حفاظت الکترومغناطیسی عمدتا بر جفت کردن دریچه روی حفره مستطیلی تمرکز کرده اند. در مقابل، تمرکز این مقاله بر ان نیست بلکه بر مشخصات حفاظ سازی یک پنجره موجبر تضعیف معمولی برای EMP می باشد. تاثیر ان بر جفت شدگی EM و حفاظ سازی به دلیل نفوذ از طریق دریچه های پشت آن نیز مورد بررسی قرار می گیرد. در اینجا پالس نمایی دوبل معروف در شبیه سازی EMP فرودی به کار رفته است. روش موج تمام با ترکیب محدود برای قدرت میدان در نقاط مختلف در پشت پنجره موج بر میرا به کار گرفته شده است. به علاوه نفوگرام ها برای نشان دادن کل مشخصه حفاظ سازی به دست می آیند. در نهایت نتایج شبیه سازی با داده های آزمایشی تایید می گردند.
مقدمه
حفاظ سازی یک مرحله اصلی در ساخت و بهبود سازگارپذیری الکترومغناطیسی دستگاه های فعال و غیرفعال است (1-2). چند نوع دستگاه های حفاظتی در میدان حفاظ سازی الکترومغناطیسی وجود دارند. در بین آنها، پنجره موجبر میرا یکی از اجزای رایج در کاربردهای حفاظ سازی است (3). مشاهده پذیری صفحه نمایش ها یا لامپ های وضعیت و ال ای دی ها مورد نیاز است ولی اغلب با وارد شدن یک ناپیوستگی در حفاظ و آسیب متعاقب در عملکرد آن همراه است. پنجره موجبر تضعیف یک راه موثر برای کاهش چنین تنزل عملکرد است و معمولا از طریق یک لایی روی کانتور آنها قرار داده می شود. گرچه دیگر تکنیک ها نیز وجود دارند مثل روش های مبتنی بر لحیم کردن یا جوشکاری .
بارزترین مزیت این بسته ارائه عین سوالات استخدامی شرکت نفت در سال های گذشته و عدم استفاده از هرگونه سوالات تألیفی و یا گردآوری شده می باشد.
- رشته: کارشناس ارشد مهندسی شیمی (طراحی فرایندها)
- مقطع: کارشناسی ارشد
- تاریخ آزمون: دفترچه سوالات عمومی و اختصاصی سال ١٣٨٣
- مواد امتحانی موجود در این بسته:
۶٠ سوال اختصاصی (فاقد پاسخنامه)
٣٠ سوال عمومی (فاقد پاسخنامه)
+ تمامی موارد دکر شده به صورت یکجا در این بسته موجود میباشند.
مجموعه کامل نمونه سوالات آماده خرید می باشد.
خلاصه
چغرمگی ضربه ای شکاف V شکل Charpy ریبارهای TMT با تنش سلیم 600Mpa دارای آلیاژهای مس، فسفروس، کروم و موسیبرون ارزیابی شده است. نمونه های Charpy زیراندازه (Subsize) از ریباری که لبه مارتنزیت را دست نخورده و سالم نگه می دارد ماشین کاری شد. ریبار مس – فسفروس چغرمگی 35J در دمای اتاق را نشان داد. چغرمگی ریبارهای مس – thermex و مس – کروم 25J بود. چغرمگی پاین فولاد فسفروس به استحکام بخشی محلول جامد و تفکیک فسفروس به gra در مرزها نسبت داده می شود. به دلیل مقاومت خوردگی برتر، ریبار TMT مس – فسفروس به عنوان ماده کاندید در بخش ساخت و ساز به شمار می رود.
کلمات کلیدی: چغرمگی ضربه ای Charpy، ریبار TMT، فسفروس، اتقال انعطاف پذیر – شکننده، تفکیک مرزدانه
مقدمه
آزمون ضربه Charpy
جهت ارزشیابی چغرمگی ضربه ای از مواد تولید شده. با مقیاس صنعتی (mass – produced) مثل پلیت کاری، چکش کاری، محصول بار، سازه جوش خورده و غیره مورد استفاده قرار می گیرد. استاندارد ASTM (1990 ASTM) E23، سایر استانداردهای بین المللی و استاندارد هندی (BIS 1998) ISI757 رویه آماده سازی نمونه و آزمون ضربه پاندولی مواد فنری را تشریح می کنند. این آزمون برای انتخاب و گزینش مواد، کنترل کیفیت و به عنوان ابزار پیگیری تکامل شکنندگی بسیار با ارزش است. از مزایای آزمون Charpy این است که شیوه آزمونی سریع است که سرمایه گذاری کمی را می طلبد. اندازه نمونه های آزمون کوچک است و ماشین کاری آن ها راحت تر است. از داده های آزمون Charpy می توان در پیش بینی عملکرد ماده در وضعیت کار و تعمیر استفاده کرد. این شیوه باعث تولید مجدد و تکثیر انتقال انعطاف پذیری به شکنندگی فولاد در حدود همان دمای که در ساختارهای مهندسی مشاهده می گردد، می شود. از نظر دانشمندان علوم هسته ای این شیوه در مطالعه آسیب مربوط به پرتوافکنی بسیار مفید و باارزش است
مهمترین روش های تقسیم بندی فولاد ها عبارتند از:
- بر اساس روش تولید
- بر اساس استحکام مکانیکی فولاد
- بر اساس کاربرد ونوع استفاده ای که از فولاد به عمل می آید.
- بر اساس ترکیب شیمی ایی فولاد
- بر اساس عملیاتی که روی فولاد انجام گرفته است
تقسیم فولادها براساس روش تولید
دراین راستا تقسیم بندی به دو صورت کلی و جزئی انجام می شود.
تقسیم بندی کلی
- بازی
- اسیدی
- الکتریکی
مقدمه
بسیاری از فن آوریهای نوین به موادی نیاز دارند که ترکیب غیر معمولی از خواص را با آلیاژهای فلزی، سرامیکی و پلیمرهای معمولی حاصل نمی آید بدست می دهد. به عنوان نمونه مواد مورد نیاز درسفینه های فضائی، زیر دریائی ها و کاربردهای حمل و نقل از این قبیل است که باید در عین چگالی کم، استحکام سفتی و مقاومت به سایش و ضربه نیز وجود داشته باشد. از اینرو نیاز به مواد جدیدی به نام کامپوزیت میباشد. کامپوزیت عبارت است از هر ماده چند فازی که سهم برای بدست آوردن مواد با استحکام و به ویژه استحکام به وزن بالا، می توان رشته هایی با مدول کشسانی و استحکام بالا را در یک زمینه فلزی یا پلیمری قرار داد. در کامپوزیت ها که مواد مرکب هم نامیده می شوند، دو یا چند ماده در مقیاس ماکروسکوپی با هم ترکیب شده و خواص مورد نظر را ایجاد می کنند. اگر چه می توان با ترکیب کردن بعضی مواد در مقیاس میکروسکوپی هم به خواص مورد نظر دست یافت، که به بحث آلیاژها مربوط می گردد. درواقع کامپوزیتها موادی چند جزئی هستند که خواص آنها در مجموع از هرکدام از اجزاء بهتر است. ضمن آنکه اجزای مختلف، کارایی یکدیگر را بهبود میبخشند. کاپوزینت یک ماده چند فازی است که بصورت مصنوعی ساخته می شود فازها باید از لحاظ شیمی ائی متفاوت باشد و با فصل مشترکهایی مچزا شوند. مطابق این تعریف، اغلب آلیاژهای فلزی و بسیاری از سرامیکها کامپوزیت نیستند زیرا فازهای چندگانه آنها در نتیجه یک پدیده طبیعی تشکیل شده است. بسیاری از کامپوزیت ها تنها از دو فاز تشکیل شده اند: فاز زمینه که پیوسته است و فاز دیگر که غالبا فاز پراکنده است تقویت کننده گفته میشود. خواص کامپوزیت به خواص فازهای تشکیل دهنده آن، مقادیر آنها و هندسه فاز پراکنده شده وابسته است.
تعداد صفحات : 2
 شیپ فایل محدوده سیاسی شهرستان بجنورد
شیپ فایل محدوده سیاسی شهرستان بجنورد